
kona-topi粉体に関するお役立ち情報を発信
4つの計量方式
供給機には、供給量の制御が要求されるのが通常です。
用途、精度の要求に応じて、次の1.減量重量制御式、2. 容積式、3. ベルト式、4. ホッパースケールのような計量方式があります。
1. 減量重量制御式
■原理と概要
計量ホッパー内の原料の重量を測定することにより、排出した原料を積算しつづけ、各瞬間の排出流量が目標とする設定値に近づくようフィーダーの回転数をコントロールする。
<長所>
・排出した原料の重量を測定するため、誤差の少ない高精度の連続的定流量制御ができる。
・小能力(1t/h以下)に適している。
・搬送流路を密閉構造にできる。
<短所>
・大能力にすると計量ポッパー部が大きくなり、高さ方向のスペースが大きくなる。
2. 容積式
■原理と概要
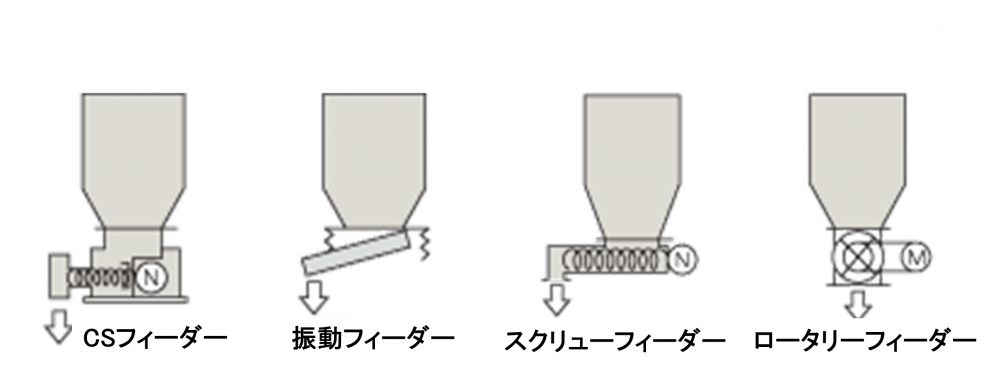
各種のフィーダーを一定の回転(または振動)で作動させることにより、供給量をも一定に保つ方式。精度を向上させるためには、上部貯蔵槽の貯蔵量を一定に保つことが必要である。
<長所>
・比較的ローコストとなる。
・設置スペースが小さくてすむ。
<短所>
・原料の見掛比重や性状の変化により能力(精度)が変化する。
・能力設定は、その都度実際の供給量を計測して回転数(振動)を調整する必要がある。
・棚吊りや原料切れなどの異常検出ができない。
3. ベルト式
■原理と概要
ベルト上の重量とベルト速度を検出して瞬間輸送量を積算、設定能力と一致するようにベルト速度をコントロールする方式である。
<長所>
・大能力(数100kg/h~数100t/h)に適している。
・高さ方向のスペースが小さくてすむ。
<短所>
・ベルト張力の変化や原料のベルトへの付着・スリップにより、計量誤差が生じやすい。
・ベルトを介して重量測定するため、小能力には不向き。
・搬送流路を密閉構造にできないため、粉体には不向き。
4. ホッパースケール
■原理と概要
投入装置でホッパー内へ原料を投入し、一定重量に達すれば投入を停止して、下部への排出を開始する。
<長所>
・停止中のものを計量するため、計量精度は向上する。
・設置床面積は、ベルト式より小さい。
<短所>
・ホッパー内へ原料が付着すると、次行程への供給量に誤差が生じる。
・添加物などの微量連続混合には不向き。
・高さ方向のスペースが大きくなる。
TAG
- #摩耗
- #エアー抜き
- #排出促進
- #ラットホール
- #架橋
- #排出不良
- #集塵
- #局所集塵
- #発塵
- #付着
- #フレコン
- #コンテナ
- #帯電
- #静電気
- #粉塵
- #粉塵爆発
- #輸送圧力
- #輸送能力
- #輸送距離
- #ホッパースケール
- #定流量制御
- #減量重量
- #マスフロー
- #偏析
- #ブリッジ
- #テーブルフィーダー
- #バッチ輸送
- #プラグ輸送
- #配管閉塞
- #混相比
- #輸送密度
- #低圧輸送
- #空気輸送
- #高濃度輸送
- #定量供給
- #排出
- #スクリューコンベアー
- #スクリューフィーダー
- #動的かさ密度
- #圧縮度
- #固めかさ密度
- #ゆるみかさ密度
- #パウダーテスター
- #粉体圧
- #充てん
- #かさ密度
- #貯槽
- #粉体物性
- #乾燥
- #造粒
- #混合
- #分級
- #粉砕
- #計量
- #供給
- #輸送
- #貯蔵
- #単位操作
- #粉体ハンドリング
- #粉体プラント

